加工条件詳細
通し穴(精度不要)
ノック穴(貫通穴タイプ)
タップ穴(並目・細目)
管用テーパねじ(めねじ)
ねじインサート
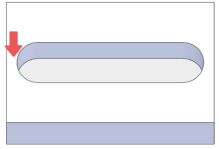
通し穴(精度不要)
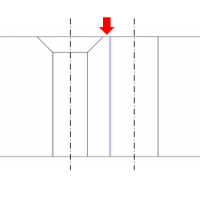
ドリルやエンドミルで加工する穴のうち、精度指定がない穴を本サービスでは「通し穴」と呼びます。
 |
加工範囲(単位:mm)
メモ
|
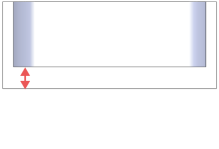
ノック穴(貫通穴タイプ)
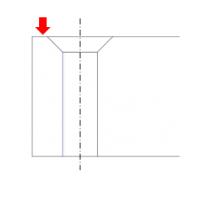
穴精度(H7)、穴位置公差(±0.05)の精度指定がある貫通穴を本サービスでは「ノック穴(貫通穴タイプ)」と呼びます。
 |
加工範囲(単位:mm)
メモ
|
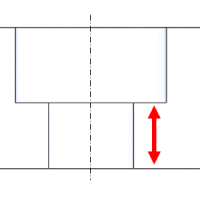
タップ穴(並目・細目)
A-B面、側面によって対応可能な穴サイズが異なります。詳細は下記をご確認ください。
 |
加工範囲(単位:mm)
メモ
|
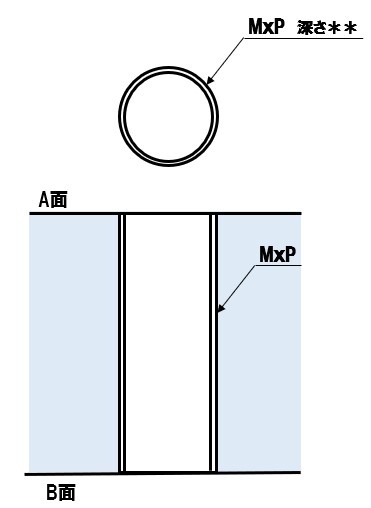
管用テーパねじ(めねじ)
見積可能なねじの呼びは下記の通りです。
※テーパめねじのため、ねじの呼び表記は「Rc」としています。
 |
(単位:mm)
メモ
|
||||||||||||||||||||
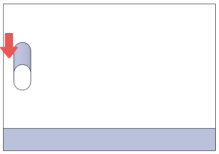
ねじインサート
見積可能なねじインサートサイズと指定可能な呼び長さは下記の通りです。
 |
(単位:mm)
メモ
|
||||||||||||||||||||||||||||||||||||||
| 穴の種類 | 径 (φ) | 薄肉の種類ごとの加工限界 | |
  |  |
||
| ストレート穴 | 2≦φ | 1.0 | 2.0 |
| 精度穴 | 0<φ≦10 | 1.0 | 4.0 |
| 10<φ≦20 | 2.0 | 4.0 | |
| 20<φ≦50 | 3.0 | 4.0 | |
| 50<φ | 5.0 | 4.0 | |
| タップ穴 | M2≦φ≦M5 | 0.8 | 7.0 |
| M6≦φ≦M10 | 1.0 | 9.0 | |
| M12≦φ | 1.5 | 15.0 | |
| インサート穴 | M2≦φ≦M5 | 2.0 | 8.0 |
| M6≦φ≦M10 | 3.1 | 10.0 | |