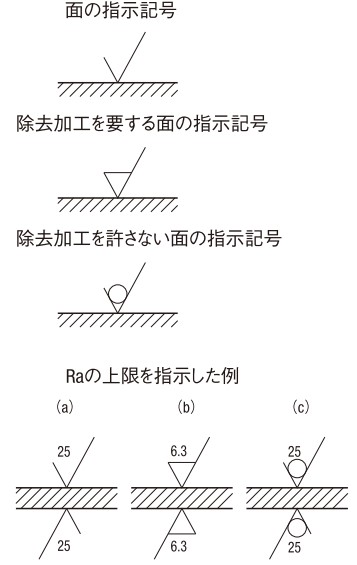
表面粗さ



| 算術平均粗さ Ra | 最大高さ Ry | 十点平均粗さ Rz | Ry・Rzの基準長さ \(\ell\)(mm) | 従来の仕上げ記号 | ||
| 標準数列 | カットオフ値 λc(mm) | 面の肌の図示 | 標準数列 | |||
| 0.012 a 0.025 a 0.05 a 0.1 a 0.2 a | 0.08 |  | 0.05 s 0.1 s 0.2 s 0.4 s 0.8 s | 0.05 z 0.1 z 0.2 z 0.4 z 0.8 z | 0.08 | ▽▽▽▽ |
| 0.25 | 0.08 | |||||
| 0.25 | 0.25 | |||||
| 0.8 | 0.25 | |||||
| 0.8 | 0.8 | |||||
| 0.4 a 0.8 a 1.6 a | 0.8 |  | 1.6 s 3.2 s 6.3 s | 1.6 z 3.2 z 6.3 z | 0.8 | ▽▽▽ |
| 3.2 a 6.3 a | 2.5 |  | 12.5 s 25 s | 12.5 z 25 z | 2.5 | ▽▽ |
| 12.5 a 25 a | 8 |  | 50 s 100 s | 50 z 100 z | 2.5 | ▽ |
| 8 | ||||||
| 50 a 100 a | 8 |  | 200 s 400 s | 200 z 400 z | 8 | ~ |
| - | - | |||||

| 記号 | 意味 | 説明図 |
|---|---|---|
 | 加工による刃物の筋目の方向が記号を記入した図の投影面に平行 例: 形削り面 |  |
 | 加工による刃物の筋目の方向が記号を記入した図の投影面に直角 例: 形削り面(横から見る状態)旋削、円筒研削面 | 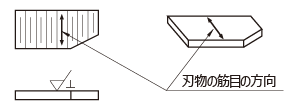 |
 | 加工による刃物の筋目の方向が記号を記入した図の投影面に斜めで2方向に交差 例: ホーニング仕上げ面 | 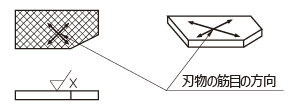 |
 | 加工による刃物の筋目が多方向に交差または無方向 例: ラップ仕上げ面、超仕上げ面、横送りをかけた正面フライスまたはエンドミル削り面 |  |
 | 加工による刃物の筋目が記号を記入した面の中心に対してほぼ同心円状 例: 面削り面 | 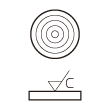 |
 | 加工による刃物の筋目が記号を記入した面の中心に対して、ほぼ放射状 |  |