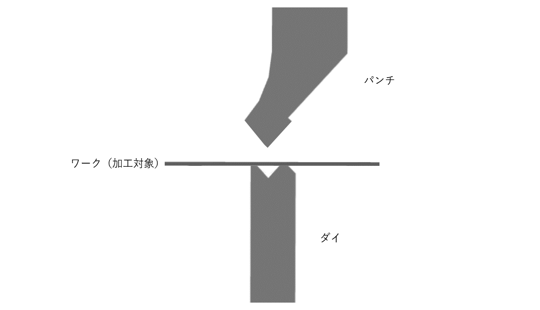
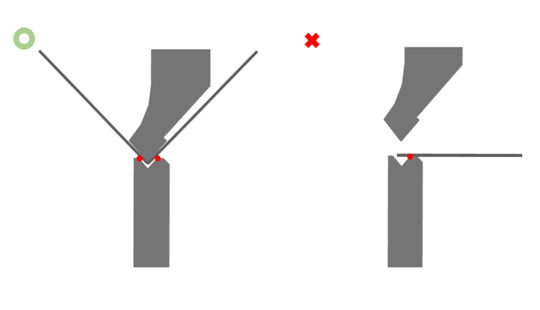
曲げ加工

| 部位例 | 加工条件 |
|---|---|
 | 外寸Aと外寸CがA≦Cである時、内寸BはA以上となるように設計してください。 外寸Aと外寸Cは最小曲げ高さ以上に設計してください (曲げ加工の「加工限界の範囲」をご確認ください)。 |
 | 段曲げ高さ(X=A+(2×t))は、外寸Aに板厚 t の2倍を加算した寸法にて設計してください。 外寸A、外寸Cは最小曲げ高さ以上にて設計してください(曲げ加工の「加工限界の範囲」」をご確認ください)。 |
| 部位例 | 加工条件 |
|---|---|
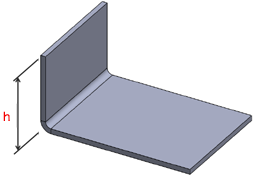
 | 板厚tに対して、hの限界値は下記を目安として設計してください。 0.8 ≦ t ≦2.0 のとき、限界値 = 5t 2.3 ≦ t ≦9.0 のとき、限界値 = 4t |
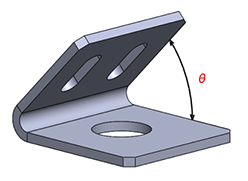
 | 板厚tに対して、bの限界値は下記を目安として設計してください。 0.8 ≦ t ≦2.0 のとき、限界値 = t 2.3 ≦ t ≦9.0 のとき、限界値 = 2t |