最終更新年月日: 2021年10月1日
※本稿は21年6月時点の最新情報を掲載しております。
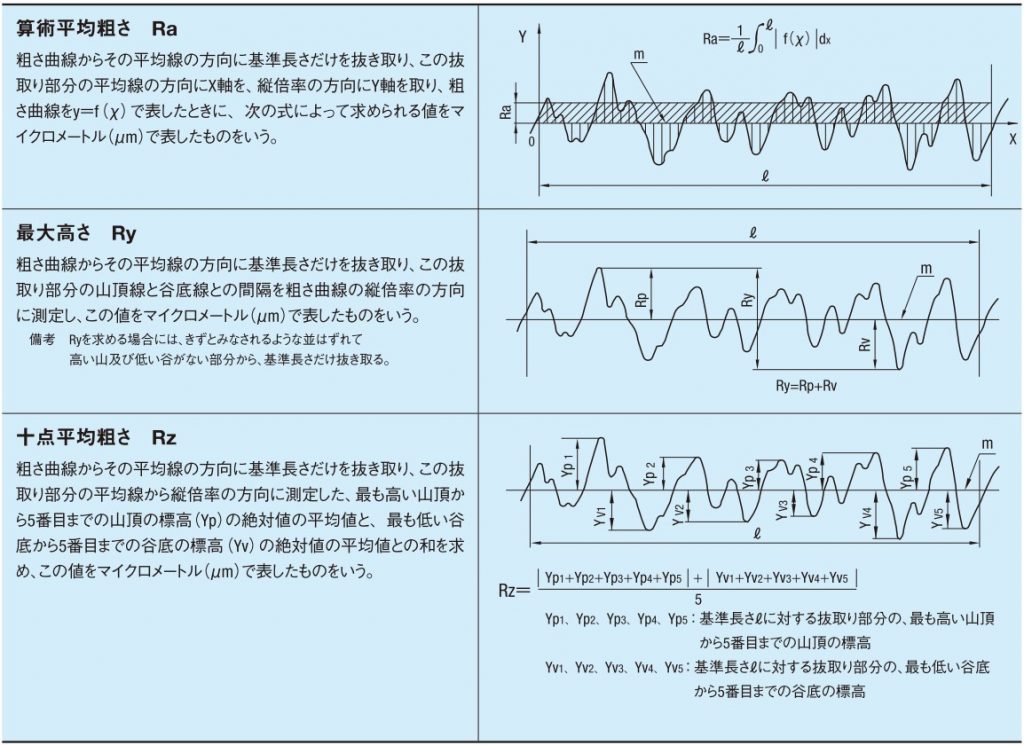
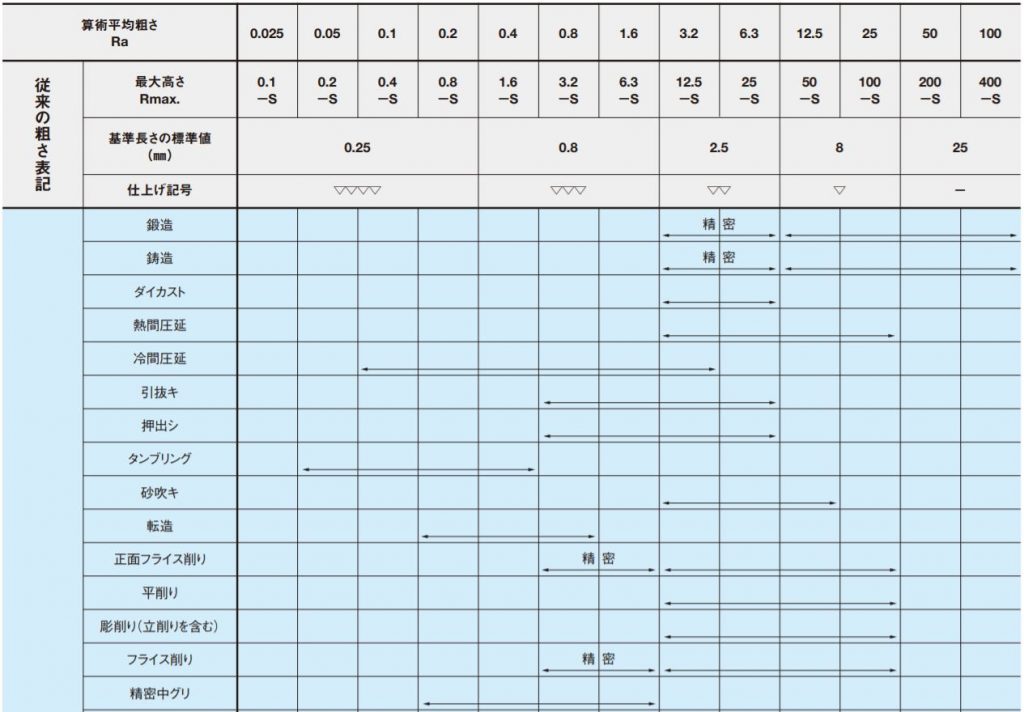
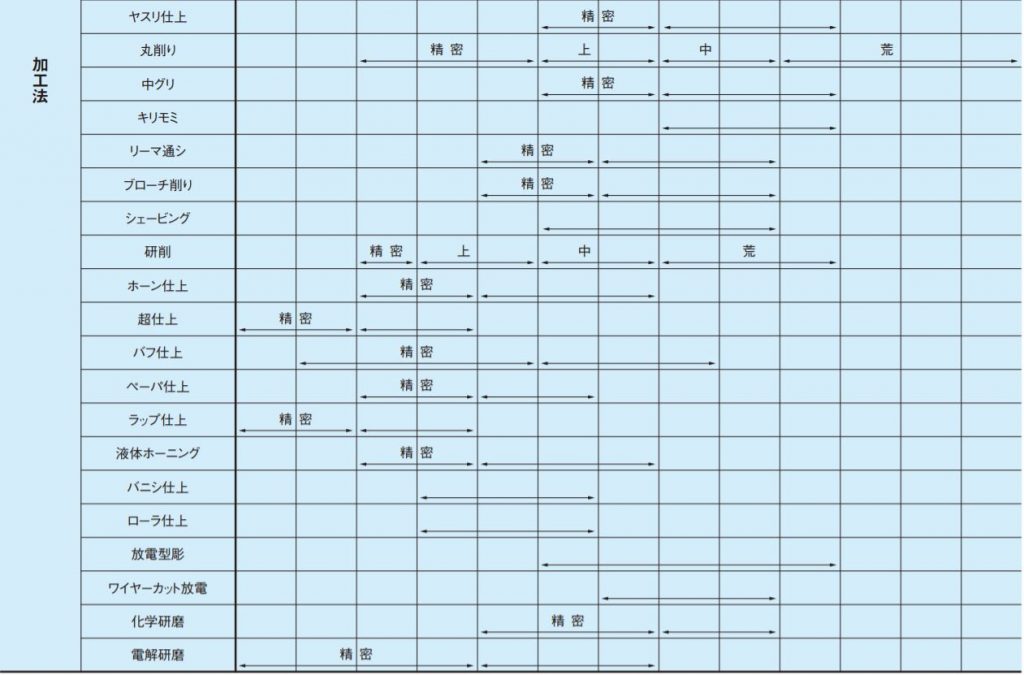
工業製品の表面粗さを表すパラメータとして、算術平均粗さ(Ra)、最大高さ(Ry)、十点平均粗さ(Rz)、凹凸の平均間隔(Sm)、局部山頂の平均間隔(S)及び負荷長さ率(tp)の定義並びに表示について規定されており、表面粗さは、対象物の表面からランダムに抜き取った各部分におけるそれぞれの算術平均値である。
〔中心線平均粗さ(Ra75)は、JIS B 0031・JIS B 0601の付属書で定義されている。〕
*3種類の相互関係は、便宜上の関係を表したもので厳密性はない。
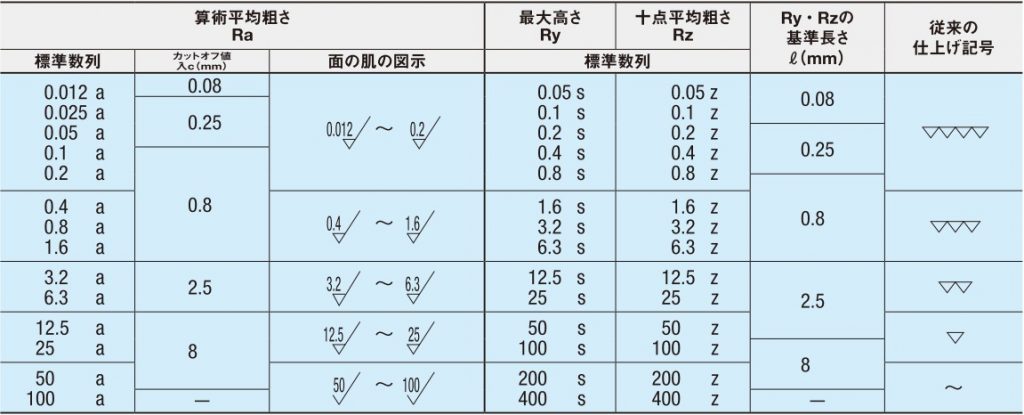
*Ra:Ry,Rzの評価長さはカットオフ値、基準長さをそれぞれ5倍した値です。
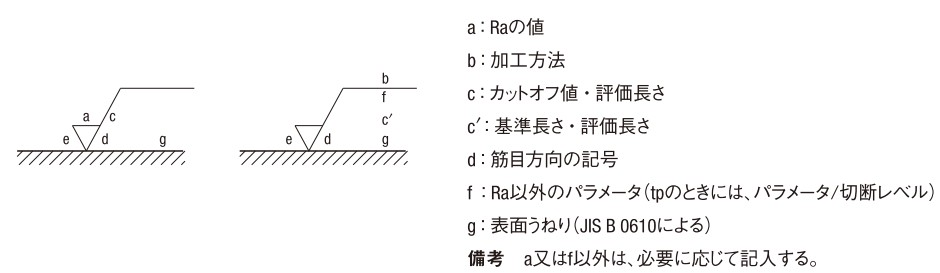
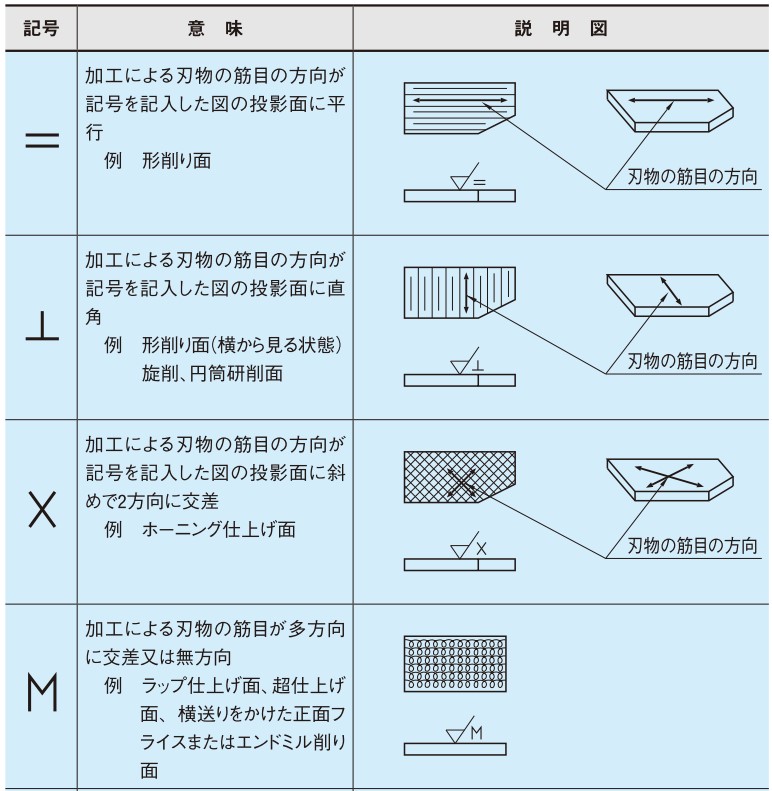
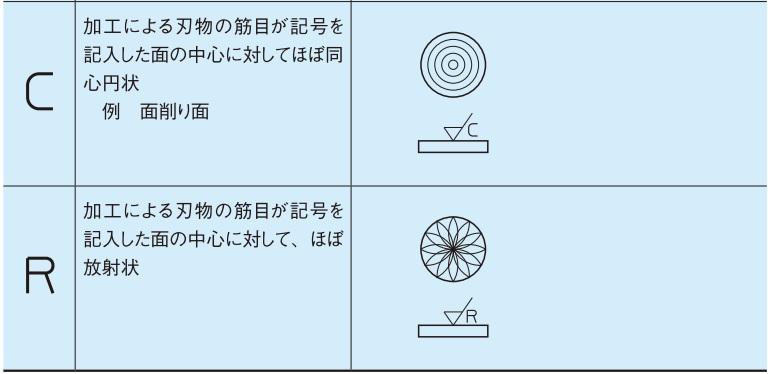
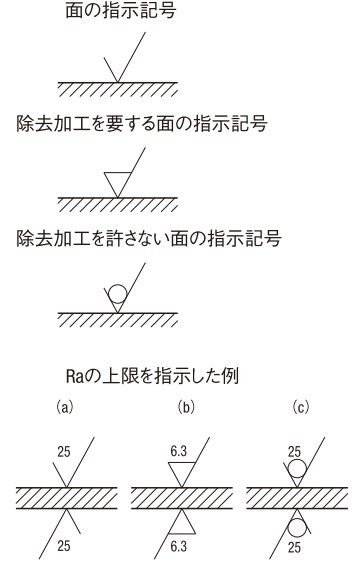
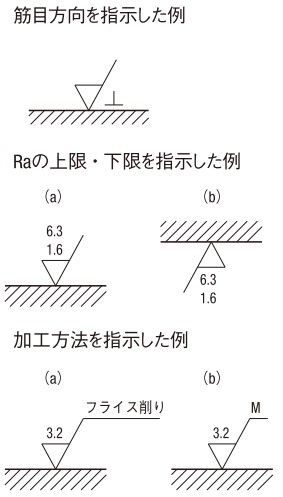
面の肌に関する指示記号は、面の指示記号に対し、表面粗さの値、カットオフ値又は基準長さ、加工方法、筋目方向の記号、表面うねりなどを図1で示す位置に配置して表す。
↑